Hold Downs for Production
by Anthony Wong • January 4, 2016 • How To • 2 Comments
I had a conversation with someone not too long ago about hold downs for production volume parts, and I thought it might be good to share a little bit about our experiences here at Handibot.
For production hold downs, I’m looking for three things—something that is fast, reliable, and repeatable. These requirements immediately remove some hold down options for me. For prototyping work, I frequently use wood screws in the spoil board, but screws will only work so many times in the same hole location before the MDF spoil board gets chewed up and won’t hold the screw anymore. Because screws aren’t as repeatable, I don’t use it for the production parts we cut at Handibot. I also don’t use adhesives because I don’t want to include a cleanup step. Spray adhesive can be very fast, but creates a mess that takes a bit of effort to clean up.
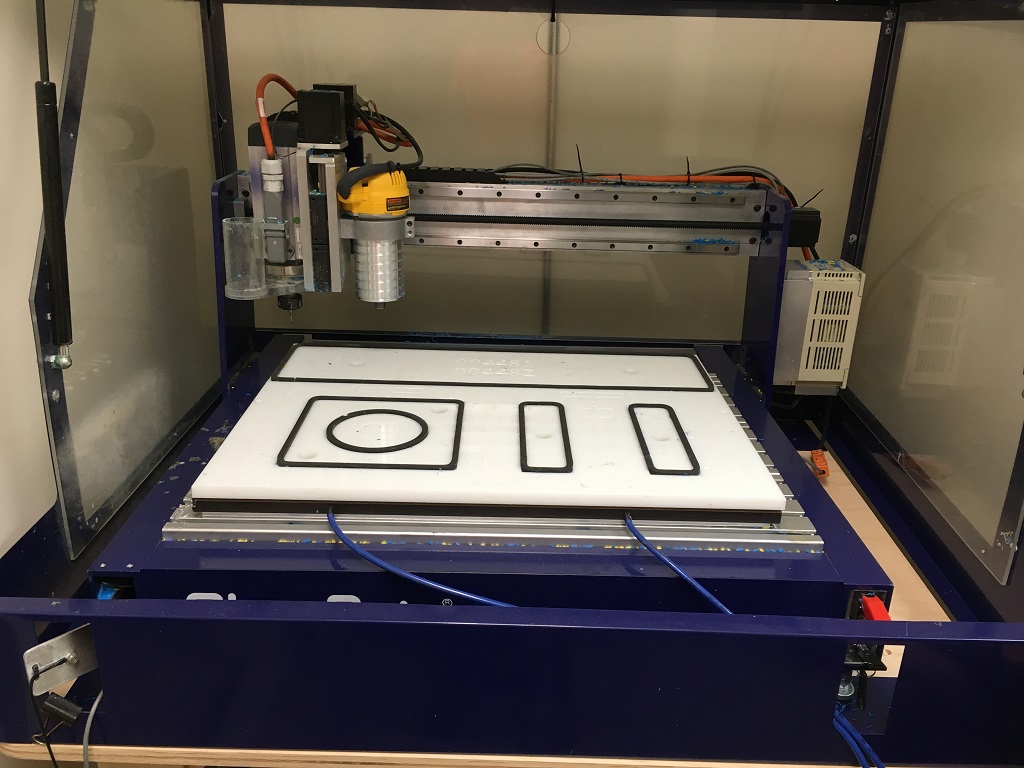
We use vacuum systems pretty frequently. If you want more information on vacuum hold downs we have documents here and here. We have a Desktop tool with a conventional vacuum hold down. This system consists of a phenolic plenum (the dark brown layer with the blue tubes sticking out), which distributes the air flow from the vacuum pump. On top of that, we place a jig which has gasketing for the specific set of parts it is designed to hold down (the white layer on top). When a sheet of material is placed on the jig, the gasketing allows to vacuum to hold down in specific areas. Tabs aren’t necessary as long as the parts aren’t too small. The downside of this system is that the jig isn’t very flexible. If I want to rearrange the parts to squeeze an extra piece onto the sheet or change the mix of parts, I would need to build a new jig. Additionally, if I accidentally run the wrong file, I will probably wreck the jig and need to make a new one (I may be speaking from personal experience here…). The jigs also add time to change overs as I need to swap out the jigs when I want to do a run of a different part. Finally, we would also need to keep an inventory of jigs, which takes up space and needs to be maintained and organized.
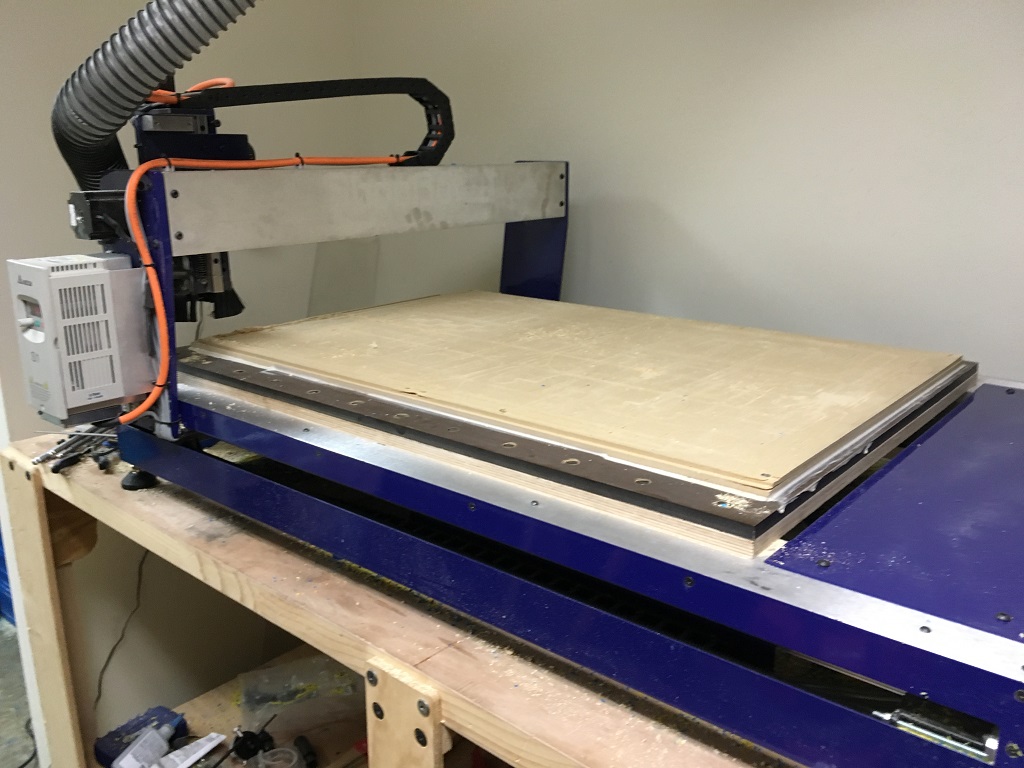
We also have a universal vacuum hold down installed on a Desktop MAX. Universal vacuum hold downs use a high flow pump to pull air through the MDF spoil board. This system gives us a tremendous amount of flexibility. We can hold down flexible materials like thin nylon and vinyl. We can also rearrange parts from run to run without any worries. One of the shortcomings of these systems is that the Z height can drift a little. Over the course of a cut, the air flow through the MDF can change its dimensions. This phenomenon can be especially frustrating if a long cut file is the first thing that needs to be cut in the morning as the Z might drift over the course of the cut file. Another drawback is that the high flow vacuums generate a lot of noise and heat.
All vacuum systems tend to fail fairly ungracefully. If for some reason I lose suction, the whole sheet starts moving and even if my tool hasn’t excessively damaged the sheet, it is very difficult to realign the sheet and try cutting the file again—and there are a multitude of reasons I might lose suction. Perhaps I’ve pierced too much of the material because my Z height was slightly off so the thin skin I was going to leave has become a gaping hole. Or someone tripped the breaker to my vacuum. Sometimes on thick material the residual stresses relieved by the cutting operation are enough to make the sheet curl a little and pull away from the vacuum.

The final hold down system that we use are bolts. For some circuit boards, I made an aluminum plate with threaded holes to back up a phenolic spoil board. The four bolts in the corners hold the phenolic to the aluminum. Eight bolts are then threaded into the aluminum below the spoil board to hold down the edges of the blank. In general, the problem with bolts is that I need to put a through hole into my sheet goods in specific locations, so I also need a temporary hold down, like a c-clamp, to hold down the sheet while I have my CNC tool drill clearance holes for the bolts. The reason bolts worked well for my circuit boards is that I have fairly consistent stock and I’m putting the bolt heads on the edges instead of through the material. The jig I made works well, but it’s a pretty niche application.
In the end, there’s no perfect hold down system. They all have their trade offs. In production, a bad hold down system can carry tremendous cost in scrapped material and lost time. At the moment, we prefer the universal vacuum system on our Desktop MAX, but that doesn’t mean it’s the best for everything. I hope that if you’re trying to set up your own shop that this gives you a little insight into hold downs—and maybe you can avoid or at least be able to anticipate some of the pain points from whatever system you choose.
Anthony, I have a job to cut thermoplastic approx.1/16″…from a 4’x8′ sheet I will be cutting out-no tabs-16″x36″ parts…I have a fein shop vac to try and hold the parts down…I’m unsure about universal vs jigs…I think the customer is going to have several shapes for the cutouts but I don’t mind the switching of jigs if this is a safer way…I guess either way I run the risk of vacuum shut down…do I need two vacs to cover the 4×8 area…thank you
I would think you’d want to at least divide your cutting surface into four 2×4 zones with a vac for each one. We occasionally use a fein vac to create hold down force on our Desktop Max (2×3 table) and it is just barely enough to keep the parts held down. Luckily you’re cutting out pretty large parts so the universal hold down should work just fine.